 Indonesia
Indonesia-
 English
English -
 Français
Français -
 日本語
日本語 -
 Deutsch
Deutsch -
 tiếng Việt
tiếng Việt -
 Italiano
Italiano -
 Nederlands
Nederlands -
 ภาษาไทย
ภาษาไทย -
 Polski
Polski -
 한국어
한국어 -
 Svenska
Svenska -
 magyar
magyar -
 Malay
Malay -
 বাংলা ভাষার
বাংলা ভাষার -
 Dansk
Dansk -
 Suomi
Suomi -
 हिन्दी
हिन्दी -
 Pilipino
Pilipino -
 Türkçe
Türkçe -
 Gaeilge
Gaeilge -
 العربية
العربية - Indonesia
-
 Norsk
Norsk -
 تمل
تمل -
 český
český -
 ελληνικά
ελληνικά -
 український
український -
 Javanese
Javanese -
 فارسی
فارسی -
 தமிழ்
தமிழ் -
 తెలుగు
తెలుగు -
 नेपाली
नेपाली -
 Burmese
Burmese -
 български
български -
 ລາວ
ລາວ -
 Latine
Latine -
 Қазақша
Қазақша -
 Euskal
Euskal -
 Azərbaycan
Azərbaycan -
 Slovenský jazyk
Slovenský jazyk -
 Македонски
Македонски -
 Lietuvos
Lietuvos -
 Eesti Keel
Eesti Keel -
 Română
Română -
 Slovenski
Slovenski -
 मराठी
मराठी -
 Srpski језик
Srpski језик -
 Español
Español -
 Português
Português


Persyaratan Peralatan Mesin CNC untuk Struktur Mekanik
Struktur utama dariAlat mesin CNCmemiliki karakteristik berikut:
1) Karena penggunaan spindel kecepatan variabel berkinerja tinggi dan sistem transmisi servo, struktur transmisi batas alat mesin CNC sangat disederhanakan dan rantai transmisi sangat dipersingkat;
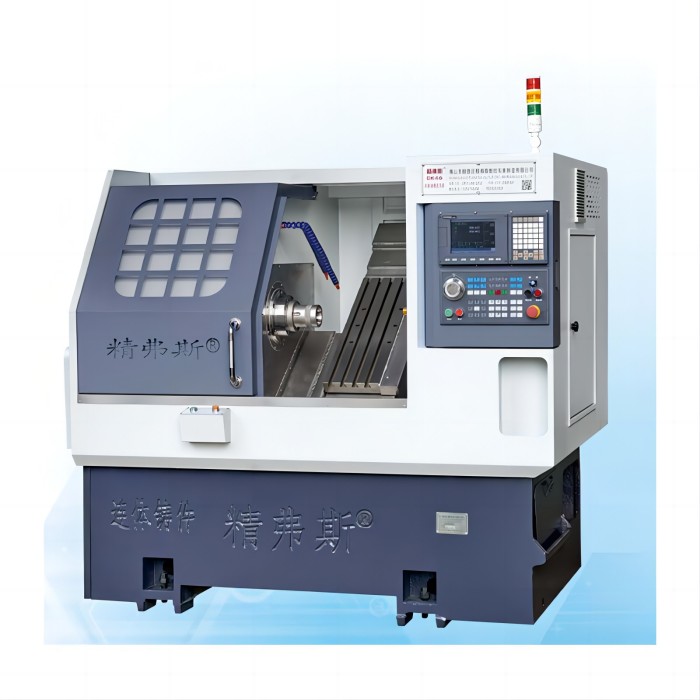
2) untuk beradaptasi dengan pemrosesan otomatis yang berkelanjutan dan meningkatkan produktivitas pemrosesan, struktur mekanis alat mesin CNC memiliki kekakuan statis dan dinamis yang lebih tinggi dan akurasi redaman, serta ketahanan aus yang lebih tinggi, dan lebih sedikit deformasi termal;
3) Untuk mengurangi gesekan, menghilangkan pembersihan transmisi dan mendapatkan akurasi pemrosesan yang lebih tinggi, komponen transmisi yang lebih efisien digunakan, seperti pasangan sekrup bola dan panduan bergulir, pasangan transmisi gigi anti-backlash, dll.
4) Untuk meningkatkan kondisi kerja, mengurangi waktu tambahan, meningkatkan operabilitas, dan meningkatkan produktivitas tenaga kerja, perangkat tambahan seperti perangkat penjepit alat otomatis, majalah alat dan perangkat pengubah alat otomatis, dan perangkat penghapusan chip otomatis digunakan.
Menurut kesempatan yang berlaku dan karakteristik struktural dari alat mesin CNC, persyaratan berikut diajukan untuk struktur alat mesin CNC:
1. Kekakuan statis dan dinamis yang lebih tinggi dari alat mesin
Alat mesin CNCsecara otomatis diproses sesuai dengan instruksi yang disediakan oleh pemrograman CNC atau input data manual. Karena kesalahan penentuan posisi yang disebabkan oleh akurasi geometris dan deformasi struktur mekanis (seperti tempat tidur alat mesin, rel pemandu, meja kerja, pemegang pahat dan kotak spindle, dll.) Tidak dapat disesuaikan dan dikompensasi selama pemrosesan, deformasi elastis dari komponen struktur mekanis harus dikontrol dalam batas kecil untuk memastikan akurasi pemrosesan yang diperlukan dan kualitas permukaan. Di bawah pengaruh sumber panas internal dan eksternal, berbagai bagian alat mesin akan mengalami berbagai tingkat deformasi termal, yang akan menghancurkan hubungan gerak relatif antara benda kerja dan alat, dan juga menyebabkan penurunan triwulanan alat mesin. Untuk alat mesin CNC, karena seluruh proses pemrosesan dikendalikan oleh instruksi yang dihitung, pengaruh deformasi termal lebih serius. Berat. Untuk mengurangi deformasi termal, langkah -langkah berikut biasanya diadopsi dalam struktur alat mesin CNC: (1) mengurangi pembuatan panas; (2) kenaikan suhu kontrol; (3) Tingkatkan mekanisme alat mesin.
3. Kurangi gesekan antara gerakan dan hilangkan pembersihan transmisi
Perpindahan worktable alat mesin CNC (atau slide) setara dengan unit kecil dalam sebelas pulsa, dan biasanya diperlukan untuk bergerak pada kecepatan dasar. Agar worktable dapat menanggapi secara akurat instruksi perangkat CNC, tindakan yang sesuai harus diambil. Saat ini, ada perbedaan yang jelas dalam karakteristik redaman gesekan dari panduan geser yang umum digunakan, pemandu gulungan dan panduan hidrostatik. Gunakan sekrup bola alih -alih panduan geser dalam sistem umpan efek yang sama dapat dicapai dengan sekrup timah. Saat ini, alat mesin CNC hampir semuanya menggunakan transmisi sekrup bola. Akurasi pemesinan alat mesin CNC (terutama alat mesin CNC loop terbuka) sangat tergantung pada keakuratan rantai transmisi umpan. Selain mengurangi kesalahan pemesinan gigi transmisi dan sekrup bola, ukuran penting lainnya adalah menggunakan pasangan transmisi tanpa celah. Untuk kesalahan kumulatif dari pitch sekrup bola, perangkat kompensasi pulsa biasanya digunakan untuk kompensasi pitch.
Retensi kehidupan dan presisi alat mesin
4. Untuk meningkatkan kehidupan dan presisi retensi peralatan mesin, ketahanan aus bagian mesin CNC harus sepenuhnya dipertimbangkan selama desain, terutama ketahanan aus dari bagian -bagian utama yang mempengaruhi kemajuan, seperti rel panduan alat mesin, komponen spindle servo umpan, dll. Selama penggunaan, pelumasan dari semua bagian dari alat mesin CNC harus diasuransikan agar baik.
5. Kurangi waktu tambahan dan tingkatkan kinerja operasi
Dalam pemrosesan satu bagianAlat mesin CNC, waktu tambahan (waktu non-chip) menyumbang sebagian besar. Untuk lebih meningkatkan produktivitas peralatan mesin, perlu mengambil langkah -langkah untuk meminimalkan waktu tambahan.
Saat ini, banyak alat mesin CNC telah mengadopsi beberapa spindle, beberapa pemegang alat, dan pengubah alat otomatis dengan majalah alat untuk mengurangi waktu perubahan alat. Untuk alat mesin CNC dengan konsumsi chip yang meningkat, struktur bed harus kondusif untuk menghilangkan chip.
mengirimkan permintaan


X
Kami menggunakan cookie untuk menawarkan Anda pengalaman penelusuran yang lebih baik, menganalisis lalu lintas situs, dan mempersonalisasi konten. Dengan menggunakan situs ini, Anda menyetujui penggunaan cookie kami.
Kebijakan Privasi