 Indonesia
Indonesia-
 English
English -
 Français
Français -
 日本語
日本語 -
 Deutsch
Deutsch -
 tiếng Việt
tiếng Việt -
 Italiano
Italiano -
 Nederlands
Nederlands -
 ภาษาไทย
ภาษาไทย -
 Polski
Polski -
 한국어
한국어 -
 Svenska
Svenska -
 magyar
magyar -
 Malay
Malay -
 বাংলা ভাষার
বাংলা ভাষার -
 Dansk
Dansk -
 Suomi
Suomi -
 हिन्दी
हिन्दी -
 Pilipino
Pilipino -
 Türkçe
Türkçe -
 Gaeilge
Gaeilge -
 العربية
العربية - Indonesia
-
 Norsk
Norsk -
 تمل
تمل -
 český
český -
 ελληνικά
ελληνικά -
 український
український -
 Javanese
Javanese -
 فارسی
فارسی -
 தமிழ்
தமிழ் -
 తెలుగు
తెలుగు -
 नेपाली
नेपाली -
 Burmese
Burmese -
 български
български -
 ລາວ
ລາວ -
 Latine
Latine -
 Қазақша
Қазақша -
 Euskal
Euskal -
 Azərbaycan
Azərbaycan -
 Slovenský jazyk
Slovenský jazyk -
 Македонски
Македонски -
 Lietuvos
Lietuvos -
 Eesti Keel
Eesti Keel -
 Română
Română -
 Slovenski
Slovenski -
 मराठी
मराठी -
 Srpski језик
Srpski језик -
 Español
Español -
 Português
Português


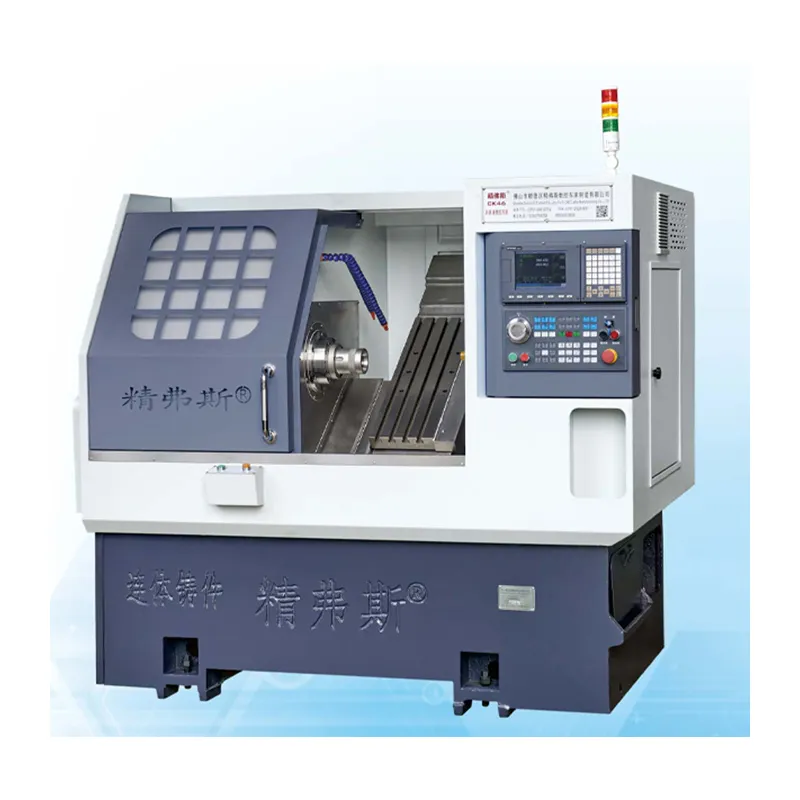
Bagaimana cara memilih arah dan titik aksi kekuatan penjepit alat mesin CNC?
1. Gaya penjepit harus diarahkan ke referensi penentuan posisi utama. Benda kerja memiliki persyaratan vertikalitas dengan permukaan /4. Oleh karena itu, permukaan A digunakan sebagai permukaan dasar penentuan posisi utama selama pemrosesan, dan arah gaya penjepit F harus diarahkan ke permukaan /4. Jika gaya penjepit diubah ke permukaan B, karena kesalahan sudut antara sisi /4 dariMesin bubut CNCBagian dan permukaan bawah B, posisi posisi benda kerja dihancurkan selama penjepit, mempengaruhi kebutuhan vertikalitas lubang dan /4 permukaan.
2. Titik aksi kekuatan penjepit harus termasuk dalam kisaran dukungan elemen penentuan posisi dan dekat dengan pusat geometris dari elemen pendukung. Kekuatan penjepit bekerja di luar permukaan pendukung, menyebabkan benda kerja miring dan bergerak, menghancurkan posisi benda kerja.
3. Arah gaya penjepit harus kondusif untuk mengurangi ukuran gaya penjepit. Ketika lubang pengeboran A, arah gaya penjepit sama dengan gaya pemotongan aksial F. arah gravitasi ciuman c adalah sama, dan gaya penjepit yang diperlukan untuk proses pemrosesan lebih kecil.
4. Arah dan titik aksi gaya penjepit harus diterapkan pada arah dan posisi dengan kekakuan yang lebih baik dari bagian mesin bubut CNC. Kekakuan aksial dari benda kerja lengan berdinding tipis lebih baik daripada kekakuan radial, dan gaya penjepit harus diterapkan pada arah aksial; Ketika kotak berdinding tipis dijepit, itu harus bertindak pada tepi cembung dengan kekakuan yang lebih baik; Ketika kotak tidak memiliki tepi cembung, penjepit titik tunggal dapat diubah menjadi penjepit tiga titik.
5. Titik aksi gaya penjepit harus sedekat mungkin dengan permukaan pemrosesan benda kerja. Untuk meningkatkan kekakuan bagian pemrosesan benda kerja dan mencegah atau mengurangi getaran benda kerja, titik aksi gaya penjepit harus sedekat mungkin dengan permukaan pemrosesan. Ketika garpu dijepit, gaya penjepit utama F: bekerja secara vertikal pada permukaan dasar penentuan posisi utama, dan dukungan tambahan diatur di dekat permukaan pemrosesan. Saat menerapkan gaya penjepit tambahan yang tepat, kekakuan pemasangan benda kerja dapat ditingkatkan.
mengirimkan permintaan


X
Kami menggunakan cookie untuk menawarkan Anda pengalaman penelusuran yang lebih baik, menganalisis lalu lintas situs, dan mempersonalisasi konten. Dengan menggunakan situs ini, Anda menyetujui penggunaan cookie kami.
Kebijakan Privasi